
应急调零方法,简单而且实用。但必须把电机拆离设备并依靠设备来进行调试。试好后再装回设备再可。事实上经过大量的调零试验,每个伺服电机都有一个角度小于10度的零速静止区域,和350度的高速反转区域,如果你是偶而更换一只编码器,这样的做法确实是太麻烦了,这里有一个很简便的应急方法也能很快搞定。

拆下损坏的编码器,装上新的编码器,并与轴固定。而使可调底座悬空并可自由旋转,把电机重新连入电路,把机器速度调为零,通电正常后按启动开关后有几种情况会发生,。
1、 是电机高速反转,这是由于编码器与实际零位相差太大所致,不必惊慌,你可以把编码 器转过一个角度直到电机能静止下来为。
2、是电机在零速指令下处于静止状态,这时你可以小心地先反时针转动编码器,注意:一定要慢,直到电机开始高速反转,记下该位置同时立即往回调至静止区域。这里要求两手同时操作,一手作旋转,另一手拿好记号笔,记住动作一定要快,也不可慌乱失措,完全没必要,这是正常现象。然后按顺时针继续缓慢转动直到又一次高速反转的出现,记下该位置并立即往回调至静止区。
通过上述调整,你会发现增量式伺服电机其实有一个较宽的可调区域,而这个区域里的中间位置就是伺服电机最大力矩输出点,如果一个电机力矩不足或正反方向运行时有一个方向上力矩不足往往是因为编码器的Z信号削弱或该位置偏离中心所致,即零位发生了偏离,一般重新调整该零位即可。

对于一个新的编码器来说这个静止区域相对较小,如大幅增加则是编码器内部电路出了问题,表现为力矩不足或发热大幅增加。用电流表测量则空载电流明显增加。 找到中心位置后并把这个位置擦干净,只要把编码器底座用502胶直接固定于电机侧面对应处即可。待502干了后再在上机涂上一层在硅橡胶即可投入正常运行。实践证明,正常情况下这样处理后的伺服电机使用一年是没有问题的。
从上面的调整可以看出,由于编码器的轴与电机轴心是可以随便以任一角度连接的,所以编码器零位与电机的机械位置只是相对位置而已,只有编码器的轴与电机轴固定了,那么编码器的实际零位位置也便固定下来了,如果活动底座位置确定了,那么轴间的柱头镙钉的位置也便固定了。
一、工作内容
1、 这项技术适用于对德国西门子伺服电机(型号为1FT603-1FT613,1FK604-1FK610)内置编码器损坏后的安装、调试,配置的增量型编码器为德国海德汉公司的ERN1387.001/020, 绝对值编码器为海德汉公司EQN1325.001。
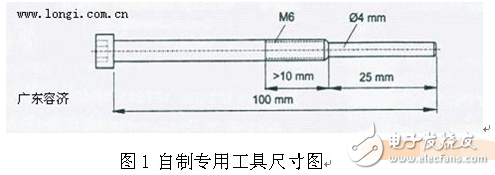
2、 使用工具 公制内六方扳手一套,自制专用工具一个,十字改锥及一字改锥各一把,梅花改锥6件套。
3、 可解决的问题 对有故障的西门子伺服电机进行修理或更换损坏的伺服电机内置编码器,做到修旧利废,节约维修费用。
二、操作方法
1、该操作方法和一般操作方法的区别
在数控机床配置的西门子数控系统中,驱动电机分主轴电机和伺服电机两种。当电机定子、转子、轴承有故障或其电机内置编码器损坏时,我们都需要对编码器拆卸进行修理或更换。对主轴电机来说,更换或安装编码器只要用专用工具将其安装到相应位置就可以试车了,不需要调整电机轴或编码器的角度及位置。但对伺服电机来说,则必须按照编码器的安装要求,严格执行安装步骤。只要安装过程中出一点差错,就会出现编码器方面的报警而不能起动机床或出现飞车事故,导致电机报废或机械部件损坏。因此正确安装非常重要。
2、该项技术的操作步骤
2.1拆卸损坏的编码器
关掉机床电源,解掉伺服电机的电源电缆及反馈电缆,把电机从机床上拆下来放到工作台案上,用内六方扳手去掉电机端盖上的四条螺栓,打开端盖,先卸下编码器盖,拔下编码器上的插接电缆,用十字改锥卸下支持盘上的两条小螺丝,用内六方扳手卸出编码器中心孔内的螺栓,然后用自制专用工具把编码器从电机轴上顶出来。这样第一步工作即告完成。
2.2安装海德汉公司ERN1387.001/020或EQN1325.001编码器
2.2.1先安装支持盘
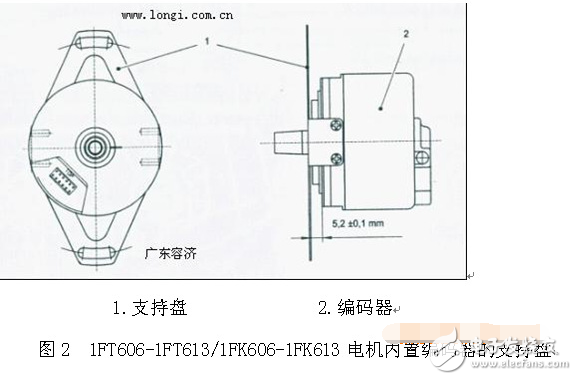
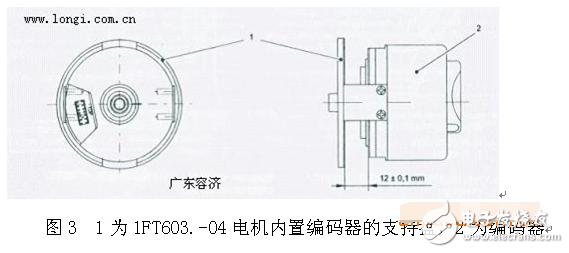
不同型号的电机,其支持盘的外形也不一样,如图2和图3,这由购买的备件提供。用4条M2.5*6的小螺丝将支持盘安装到编码器的轴端。注意事项:确保支持盘面和编码器的底面间距为5.2mm或12mm。
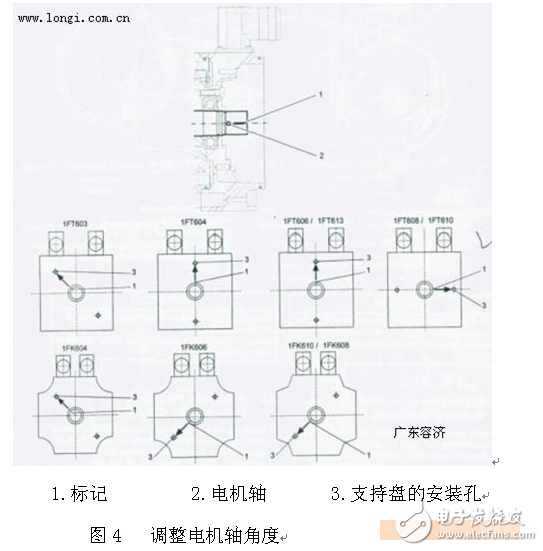
2.2.2调整电机轴
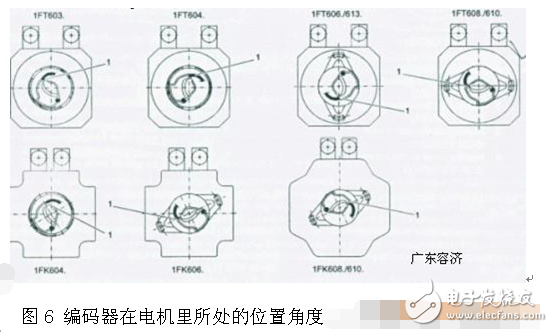
依据电机的型号,用手转动电机轴,把电机轴上的标记调整到如图4中箭头所示位置,即标记要和安装支持盘的孔保持一致。
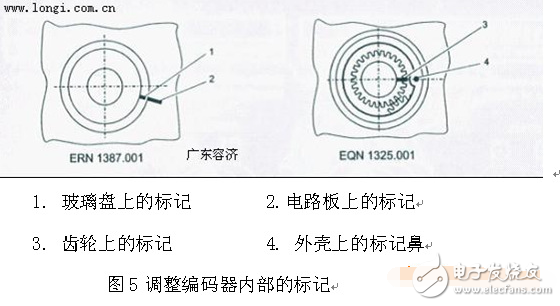
2.2.3调整编码器
揭掉编码器盖,对ERN1387.001/020来说,把编码器内部玻璃盘上的标记1调整到和电路板上的标记2相重合;对EQN1325.001来说,把编码器内部齿轮上的标记3调整到和外壳上标记鼻4相重合,如图5所示
2.2.4安装编码器到电机轴上
把调整好标记的编码器锥形轴对准已调好位置的电机轴轻轻地推上去,确保电缆出口位于正确的位置上,如图
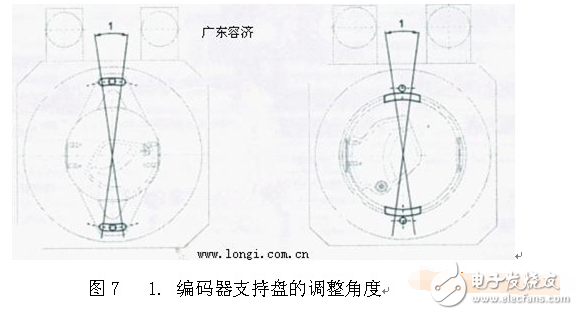
1FT606-1FT613和1FK606-1FK610电机,其安装支持盘的螺孔必须要位于支持盘上的长孔中间,对于1FT603-604和1FK604电机来说,安装支持盘的螺孔必须要位于支持盘的焊接区域中间。其调整角度范围如图7:
2.2.5固定编码器
--对ERN1387.001/020编码器来说,用M5*50螺栓穿过中心孔将其固定
--对EQN1325.001编码器来说,用M5*70螺栓穿过中心孔将其固定
注意固定时用力要适当,防止编码器旋转。然后安上固定支持盘的2条螺丝,把电源线插头插上,盖上金属外壳,保证电源线顺利地放在外壳的槽内,并使屏蔽层和金属外壳良好接触,安上固定外壳的螺丝。
2.2.6试验电机
编码器安装好后,装上电机端盖,在工作台案上连接好电机的动力电缆和反馈电缆,先进行电机的空载试验。给机床送电,待机床起动方式组就绪后,可点动试验电机,如果电机能够正常转动无报警、无飞车现象,说明编码器安装成功。否则还需拆下重新进行安装,若直接在机床上试车如果出现飞车现象,将会严重损坏机床的机械部分。
2.2.7将电机安装到机床上
电机空载试验好后,即可将其安装到机床上,然后再通电试车,检验其运动性能,通过参数观察电机电流和负荷情况,了解电机所带轴的运动情况,并根据需要随时进行调整。
三、操作中容易出现的错误及应注意的问题
第一、 安装支持盘时要确保支持盘面和编码器的底面保持平行,并注意其间距及公差范围。否则在旋转过程中容易损坏支持盘或编码器轴。
第二、 要注意电机轴上的标记,如图4,这个标记随电机型号不同,其所处的方向亦不一样。例如我在修理1FT608电机时,一开始没有认识到这个标记的重要性,没细看电机轴上的的标记,结果装上后试验电机时出现飞车现象,马上压下急停开关紧急停车,才没有造成电机的损坏。
第三、要注意编码器上的标记,对ERN1387.001/020编码器来说,玻璃盘和电路板上的标记较清楚,也容易调整。而对编码器EQN1325.001来说,齿轮上的标记是一个小黑点,如果将标记对偏后将出现报警或飞车,飞车现象导致的后果较严重,必须引起足够的重视。常见的报警内容有:
26020 axis x hardware fault during encoder initialization
300504 axis x drive fault of motor transducer
300505 axis x drive fault measuring system error in absolute track ,code 00004H(对绝对编码器来说)
第四,电机在拆卸、搬动过程中,要轻拿轻放,防止碰撞,特别是编码器部位绝对不能用锤敲击,否则很容易损坏编码器内部的光学元件和电机的抱闸装置。
第五,如果是垂直轴电机,其内部有抱闸装置,无法用手转动电机轴。这样在调整轴上的标记之前还需要给抱闸电源端子上通一个24V直流电源,并注意极性,使抱闸装置松开。若电源极性接反,抱闸装置将不能松开。
4.如何掌握这项技能
首先,要了解数控机床的结构及工作原理,了解伺服电机的作用和结构特点。第二,要了*的性能,是增量型还是绝对值型。对报警内容要有足够的认识与理解,当遇到机床报警时,可根据报警分析故障所在。第三,安装过程中手法要稳、准、轻,使编码器能够正确地安装到合适的位置。
四、效果
伺服电机内置编码器虽然体积较小,但其价值很高,通常每个编码器在3000至9000元之间。掌握了这项技能,一、可以节省电机的修复时间,有利于生产正常进行。二、可以节约修理费用,一般情况下工厂请西门子公司的工程师来现场服务时,根据工作时间的长短,每次费用都不低于6000元人民币,多则上万元。如果更换新的伺服电机,每个电机的价值在2至6万元不等。三、可以锻炼公司的年轻维修人员,让他们开阔视野,增长见识,提高维修数控机床的技能,增强综合修理能力。











